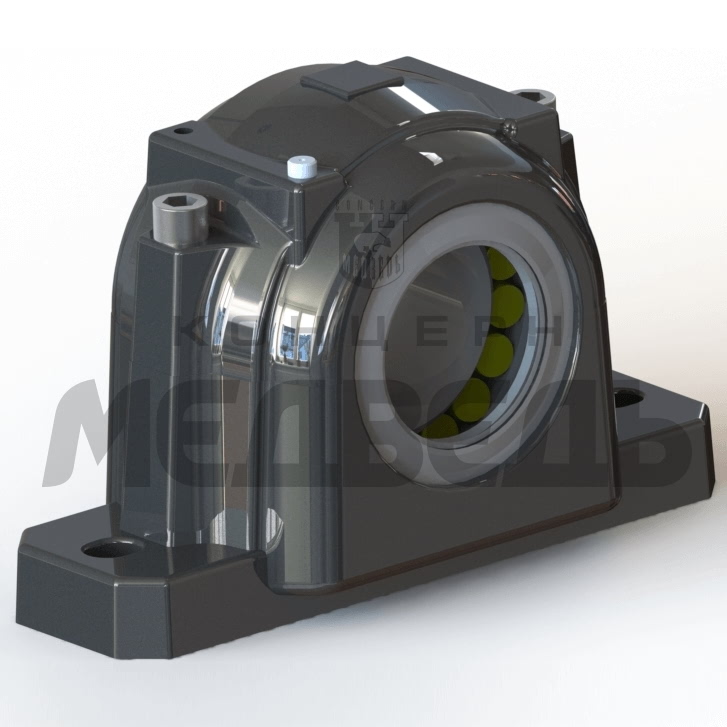
Подшипниковый узел в сборе
| СКМ (SKM) 509 |
| СКМ (SKM) 511 |
| СКМ (SKM) 515 |
| СКМ (SKM) 518 |
| СКМ (SKM) 520 |
| СКМ (SKM) 524 |
| СКМ (SKM) 530 |
| СКМ (SKM) 532 |
Остались вопросы? Звоните:
+7 (4942) 622-023Подшипниковый узел СКМ (SKM) представляет собой разъёмный корпус СКМ (SKM) производства Концерна «Медведь» с подшипником (требует для установки использования закрепительной втулки типа «Н»), уплотнением и фиксирующим кольцом. Монтаж узлов к станкам или другому оборудованию осуществляется при помощи фиксации болтами, проходящими через крепежные отверстия в ножках корпусов.
| Наименование ПУ | Корпус | Подшипник | Втулка | Уплотнение полиуретановое или лабиринтное |
| Подшипниковый узел СКМ (SKM) 509 | Корпус СНЛ 509 (SNL 509) | 22209 К | Н 309 | TSN 509 L (G) |
| Подшипниковый узел СКМ (SKM) 511 | Корпус СНЛ 511 (SNL 511-609) | 22211 К | Н 311 | TSN 511 L (G) |
| Подшипниковый узел СКМ (SKM) 515 | Корпус СНЛ 515 (SNL 515-612) | 22215 К | Н 315 | TSN 515 L (G) |
| Подшипниковый узел СКМ (SKM) 518 | Корпус СНЛ 518 (SNL 518-615) | 22218 К | Н 318 | TSN 518 L (G) |
| Подшипниковый узел СКМ (SKM) 520 | Корпус СНЛ 520 (SNL 520-617) | 22220 К 23220 К |
Н 320 Н 2320 |
TSN 520 L (G) |
| Подшипниковый узел СКМ (SKM) 524 | Корпус СНЛ 524 (SNL 524-620) | 22224 К 23224 К |
Н 3124 Н 2324 |
TSN 524 L (G) |
| Подшипниковый узел СКМ (SKM) 530 | Корпус СНЛ 530 (SNL 530) | 22230 К 23230 К |
Н 3130 Н 2330 |
TSN 530 L (G) |
| Подшипниковый узел СКМ (SKM) 532 | Корпус СНЛ 532 (SNL 532) | 22232 К 23232 К |
Н 3032 Н 2332 |
TSN 532 L (G) |
Разъёмный корпус CНЛ (SNL) сделан из литого чугуна марки СЧ-20 по ГОСТ 1412-85.
Отливки производятся способом литья по газифицируемым моделям (ЛГМ). Данный метод применяется уже несколько десятилетий, как один из лучших способов изготовления отливок, который позволяет получить более точный результат литья, сократить затраты на механическую обработку, значительно ускорить процесс изготовления.
Материал для изготовления корпусов проходит обязательный лабораторный анализ химического состава спектрометром. Данные лабораторного анализа фиксируются в «Журнале ведения плавки». Далее контролер службы качества проверяет каждый этап производственного процесса: изготовленную модель взвешивает (она должна быть определенной плотности), определяет вязкость антипригарного покрытия, готовую продукцию осматривает на наличие видимого брака, проверяет размеры согласно конструкторской документации и технологической инструкции №50 (ТИ-Л-50-2017) «Формовка отдельных блоков, выбивка литья». Это позволит Вам быть уверенным в качестве нашей литейной продукции. Данные корпуса соответствуют продукции, представленной на рынке.
Далее изделие обрабатывается на механическом участке. Выполняются фрезерные, токарные и сверлильные работы. Все поверхности, подвергаемые в дальнейшем нанесению ЛКМ, проходят струйно-абразивную очистку до степени Sa 2 ½ по ГОСТ 8501-1-2014, что обеспечивает наилучшую адгезию краски с поверхностью изделия и, следовательно, более длительный срок службы корпусов.
Машины с подшипниковым узлом SKM значительно удобней в эксплуатации, а именно: упрощается монтаж подшипников за счет установки их на закрепительной втулке с конической посадкой. Также в подшипниковых узлах SKM используется консистентная смазка, что исключает течи, увеличивает ресурс подшипников и расширяет температурный диапазон его работы.
Также сообщаем Вам, что на нашем предприятии действует система менеджмента качества ГОСТ Р ИСО 9001-2015 (ISO 9001:2015).
Гарантийный срок на корпуса составляет 24 месяца. Полный срок эксплуатации данных изделий составляет не менее 15 лет. Это даст Вам уверенность в надежности поставляемой продукции.
Согласованные сроки поставки позволят Вам своевременно получать заказанное оборудование.
Уже более 10 лет наш завод комплектует данными подшипниковыми узлами все изготавливаемые вентиляторы и дымососы. Данная продукция установлена на таких заводах, как АО «Апатит», ОАО «Магнитогорский металлургический комбинат», ТОО «Казцинк», ТОО «Казхром», Электростанция г. Багдад и многие другие.

Рис. 1. Габаритно-присоединительные размеры разъёмных корпусов СНЛ.
Таб. 1. Габаритно-присоединительные размеры разъёмных корпусов СНЛ
| Наименование | Размеры, мм | Вес, кг | |||||||||||||||
| A | B | L | c | h | H | a | V | U | S | D | g | d1 | d2 | f | J | ||
| СНЛ 509 | 206,5 | 62,5 | 89,5 | 22 | 60 | 109 | 170 | 20 | 15 | М12 | 85 | 30 | 57 | 65 | 5 | 10,5 | 2,6 |
| СНЛ 511 | 258 | 73 | 101 | 28 | 70 | 130,5 | 205 | 23 | 17 | М16 | 100 | 44 | 66,5 | 74,5 | 5 | 11 | 6 |
| СНЛ 515 | 281 | 85,5 | 123 | 30 | 80 | 151 | 230 | 25 | 20 | М18 | 130 | 56 | 86 | 96 | 5 | 13 | 8,6 |
| СНЛ 518 | 355 | 111,5 | 155 | 35 | 100 | 197 | 290 | 30 | 22 | М18 | 160 | 65 | 102,5 | 111 | 5 | 15 | 16,7 |
| СНЛ 520 | 382 | 121 | 170 | 40,5 | 112 | 223 | 320 | 32 | 26 | М24 | 180 | 70 | 138 | 148 | 6 | 13,5 | 19 |
| СНЛ 524 | 425 | 127 | 191 | 45 | 140 | 272 | 354 | 32 | 26 | М24 | 215 | 86 | 157,5 | 167,5 | 6 | 15 | 32,7 |
| СНЛ 530 | 538,5 | 168,5 | 234 | 60 | 160 | 327 | 450 | 42 | 35 | М30 | 270 | 106 | 192.5 | 202,5 | 6,3 | 15 | 63 |
| СНЛ 532 | 550 | 160 | 235 | 60 | 170 | 344 | 470 | 42 | 35 | М30 | 290 | 114 | 202,5 | 212,5 | 6 | 15 | 69 |